La trempe par induction est une méthode de trempe qui utilise le principe de l'induction électromagnétique pour faire en sorte que la pièce coupe des lignes de champ magnétique dans le champ magnétique alternatif et génère un courant induit à la surface des pièces métalliques. Selon l'effet de peau du courant alternatif, la surface de la pièce chauffée s'échauffe rapidement sous forme de courant de Foucault puis s'éteint rapidement par induction.
Après le machine de chauffage par induction termine le processus de chauffage et de trempe, la dureté de surface des pièces métalliques est élevée et le noyau maintient une bonne plasticité et ténacité, montrant une faible sensibilité à l'encoche, de sorte que la ténacité aux chocs, la résistance à la fatigue et la résistance à l'usure sont grandement améliorées. En raison du temps de chauffage court, de l'oxydation de surface et de la décarburation des pièces en moins, par rapport aux autres traitements thermiques, le taux de rejet des pièces est très faible. Le choix de la bobine de chauffage par induction appropriée joue également un rôle important dans le domaine du traitement thermique par induction des métaux. L'opération est facile à réaliser la mécanisation et l'automatisation, une productivité élevée.
Pourquoi utiliser le procédé de trempe par induction ?
La trempe par induction est un processus dans lequel des courants de Foucault sont générés dans la pièce métallique par induction électromagnétique et la pièce est chauffée. Par rapport à la technologie de chauffage des métaux courante, la technologie de trempe par induction présente les avantages suivants :
La dureté de surface de la pièce métallique est élevée. La dureté de surface de la pièce durcie par chauffage par induction à haute et moyenne fréquence est supérieure de 2 à 3 HRC à celle de la trempe ordinaire. Sa résistance aux chocs métalliques, sa résistance à la fatigue et sa résistance à l'usure sont grandement améliorées. La durée de vie d'une pièce métallique peut être considérablement prolongée par la trempe par induction.
La pièce en métal n'est pas un chauffage intégral, donc avec le durcissement par induction, la déformation globale de la pièce est faible.
Le temps de chauffage de la pièce métallique est court et la quantité de décarburation par oxydation de surface est moindre.
La source de chauffage fonctionne sur la surface de la pièce métallique, et la vitesse et l'efficacité de chauffage sont élevées.
La structure de l'équipement de trempe par induction est plus compacte que l'équipement de chauffage par induction en métal courant et facile à utiliser.
Les machines de trempe par induction réalisent un traitement de traitement thermique mécanisé et automatique, réduisant ainsi les coûts de main-d'œuvre.
La technologie de trempe par induction dans la trempe de surface peut également être utilisée dans le chauffage par pénétration et le traitement thermique chimique.
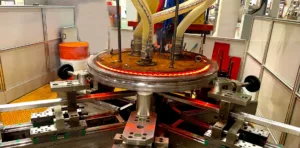
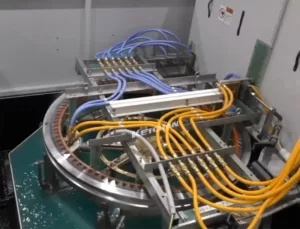
Quels sont les composants du système de trempe par induction ?
Fabricants modernes d'équipements de chauffage par induction, une partie considérable de la capacité d'entreprendre des ensembles complets d'équipements de durcissement par induction et de projet clé en main, l'utilisateur de la commande pour raccourcir le cycle de production, et évité en raison de plusieurs départements d'approvisionnement en cours de débogage n'est pas harmonieux, et les longs maux de débogage tels que le temps. La fourniture d'équipements complets et de projets clés en main est devenue un moyen de concurrence pour les équipementiers.
Au total, En tant que l'un des principaux système de durcissement par induction fabricants en Chine, nous avons déjà aidé des milliers d'usines de traitement thermique à trouver des solutions de traitement thermique de durcissement par induction appropriées, afin de nous assurer que le processus de trempe par induction du système de durcissement par induction approprié. Vous pouvez s'il vous plaît nous laisser vos dessins de pièces de durcissement, votre matériau, votre dureté, vos demandes de profondeur de durcissement, et nous pouvons vous donner les suggestions techniques du système de durcissement par chauffage par induction associées ainsi que les feuilles de devis. Merci.
Comment choisir le procédé de trempe par induction approprié ?
Le processus de trempe par induction a plusieurs méthodes de chauffage et toutes ont des pièces de chauffage appropriées.
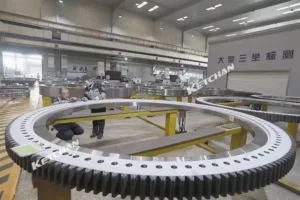
Méthode de durcissement par chauffage par induction unique : Le chauffage par induction unique ou le chauffage par induction simultané est la méthode de durcissement par induction la plus courante. Lorsque cette méthode utilise deux tubes rectangulaires entourant la surface de la pièce pour le chauffage rotatif, elle est classiquement appelée Single Shot. L'avantage de cette méthode de chauffage par induction est de réaliser tous les travaux de chauffage par induction de la surface de la pièce à la fois. Par conséquent, son fonctionnement est simple, sa productivité est élevée et il convient pour chauffer la zone de la pièce à usiner n'est pas trop grande. Pour chauffer la pièce particulièrement grande, adoptez la méthode de chauffage unique, elle nécessite une puissance considérable et un coût d'investissement élevé. Les exemples les plus courants de durcissement ponctuel par chauffage par induction sont les engrenages à module petit et moyen, les barres de coque en forme de cloche CVJ, les chemins de roulement intérieurs, les roues porteuses, les roues de support, les goupilles de ressort à lames, les extracteurs, les extrémités de soupape et les arcs de culbuteur de soupape, etc. .
Méthode de trempe par induction par balayage : Lorsque la zone de chauffage de la pièce est grande et que l'alimentation électrique du chauffage par induction est petite, cette méthode est souvent utilisée. A ce stade, la zone de chauffage calculée S se réfère à la région contenue par l'anneau d'induction. Par conséquent, avec la même densité de puissance, la puissance requise de la machine de chauffage par induction est faible, le coût d'investissement de l'équipement de trempe par induction compétitif est faible, adapté à la production de trempe par induction en petits lots, des exemples typiques sont la tige de piston de grand diamètre, le rouleau ondulé, le rouleau, l'huile Pipeline, tige de ventouse, rail, rail de guidage de machine-outil et ainsi de suite.
Sous-section méthode de trempe par chauffage par induction unique : Des exemples typiques sont la trempe par induction d'arbres à cames multiples, chaque fois chauffer une ou plusieurs cames, après avoir terminé cette fois la trempe par induction, chauffer une autre pièce de came, les engrenages sont trempés dent par dent peuvent également être inclus dans cette catégorie.
Méthode de trempe par balayage par induction de sous-section : Des exemples typiques sont les arbres de culbuteur de soupape ou les arbres à vitesse variable trempés par induction, où plusieurs parties d'un arbre sont balayées pour la trempe par induction, les largeurs de trempe peuvent être différentes, et la trempe par balayage dent par dent peut également être incluse dans cette catégorie.
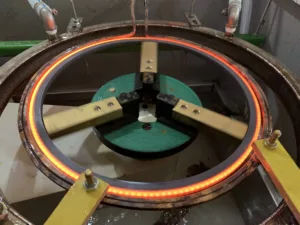
Chauffage par induction et trempe liquide : La trempe par induction dans le liquide signifie que la bobine d'induction et la surface chauffante de la pièce sont immergées dans le liquide de trempe par induction, chauffées, car la densité de puissance de la surface chauffante est supérieure à la vitesse de refroidissement du fluide de trempe environnant. Par conséquent, la surface chauffe rapidement. Lorsque l'inducteur est éteint, la surface de la pièce est durcie en raison de l'absorption de chaleur du noyau de la pièce et du refroidissement du fluide de durcissement. Cette méthode convient généralement aux pièces en acier qui nécessitent une vitesse de refroidissement moins critique. Lorsque la pièce est placée dans l'air et que la bobine d'induction est éteinte, la chaleur de la surface est absorbée par le centre de la pièce. Lorsque la vitesse de refroidissement de la surface chauffée est supérieure à la vitesse de refroidissement critique, la pièce est durcie, ce qui est similaire à la trempe dans le liquide.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}