Avant le traitement thermique par induction de surface des produits de roue automobile, la conception de l'inducteur est très importante. La qualité de la bobine de chauffage par induction affecte directement le débogage et le traitement du produit et a un impact important sur la qualité de trempe du produit. Pour le traitement thermique par induction d'un certain produit, analysez et discutez de la conception de l'inducteur jusqu'à l'achèvement de la mise en service du produit.
Vue d’ensemble
Les métaux peuvent être chauffés dans un inducteur, en s'appuyant principalement sur le phénomène d'induction électromagnétique. L'essence de l'induction électromagnétique est la suivante : un champ magnétique alternatif provoque un champ électrique alternatif, et un champ électrique alternatif provoque un champ magnétique alternatif. Lorsqu'un courant alternatif traverse un conducteur, la densité de courant à la surface du conducteur est relativement importante, tandis que la densité de courant à l'intérieur du conducteur est relativement faible. Ce phénomène est l'effet de peau, également appelé effet de peau ou effet de surface. De plus, il existe des effets de proximité et des effets d'anneau, qui sont très importants pour le traitement thermique par induction. Traitement thermique par induction a un temps de chauffage court, moins de peau d'oxyde, une petite déformation, des économies d'énergie et une protection de l'environnement, et il est facile de réaliser la mécanisation et l'automatisation. Par conséquent, il est largement utilisé dans la fabrication automobile, les tracteurs, les machines de construction, les machines lourdes, l'industrie des roulements, les chemins de fer et la métallurgie et d'autres industries. La tendance est très bonne.
L'auteur s'est engagé dans la induction durcissante de moyeux de roues automobiles depuis près de 10 ans. Le flux de processus du traitement thermique par induction de la bride extérieure et de la bride intérieure est analysé et trié ci-dessous pour référence et discussion par des collègues.
Analyse de dessin de produit
Les structures de la bride extérieure et de la bride intérieure sont représentées respectivement sur la figure 1 et la figure 2.
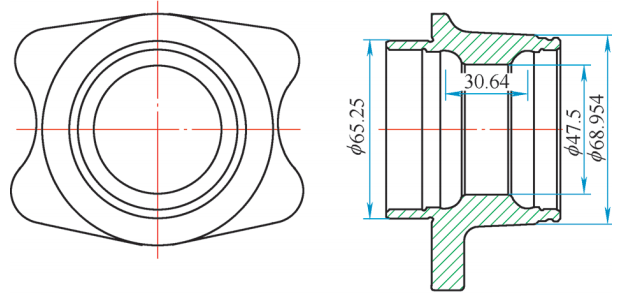
Figure 1 Structure de la bride extérieure
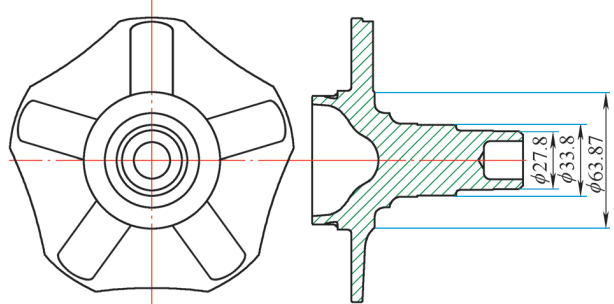
Figure 2 Structure de la bride intérieure
1. Dimensions critiques
Bride extérieure (trou intérieur) : épaisseur de la paroi du produit, diamètre intérieur, hauteur, espacement des rainures, taille du cercle de base, structure globale, etc.
L'espacement des rainures de ce produit est de 30.64 mm, le diamètre du cercle de base est de 65.25 mm, l'épaisseur de la paroi du calibre est de 10 mm et la longueur de la zone de trempe est de 40 mm. Bride intérieure (cercle extérieur): le diamètre de l'arbre du canal principal du produit, la hauteur de l'arbre, la taille du cercle de base et la structure globale, etc. Le produit est un arbre solide avec un diamètre de canal principal de 33.8 mm, une hauteur d'arbre de 71.1 mm, un diamètre de cercle de base de 60 mm et une longueur de zone de trempe de 52 mm.
2. Exigences techniques
Les exigences techniques en matière de traitement thermique sont illustrées à la Figure 3 et à la Figure 4.
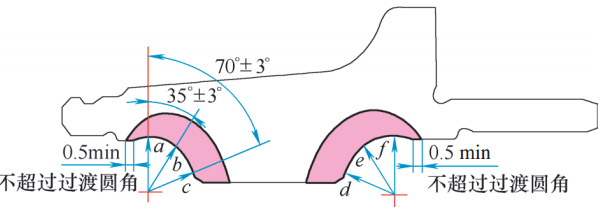
Figure 3 Bride extérieure
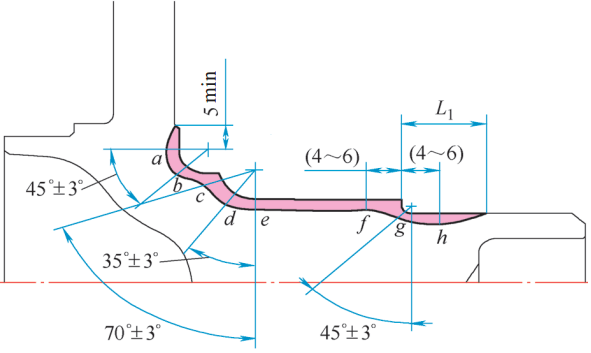
Figure 4 Bride intérieure
(1) Exigences techniques pour la trempe et le revenu des brides intérieures et extérieures
La dureté de la surface de trempe est de 62-65HRC et la dureté de la surface de trempe est de 59-63HRC. La structure métallographique est la martensite 4~6.
(2) Exigences techniques pour la détection de la bride extérieure
Détecté dans la direction de l'angle du motif, a, f point Ds = 1.9 ~ 3.2 mm ; b, point e Ds = 2.2 ~ 3.7 mm ; c, point d Ds ≥ 2.4 mm.
(3) Exigences techniques pour la détection de la bride intérieure
Détecter a, b, e, h point Ds = 1.9 ~ 3.7 mm dans la direction de l'angle du motif ; d point Ds = 2.2 ~ 3.7 mm ; point g Ds≥1.5 mm ; point c Ds≥2.4 mm ; f point Ds=2~6mm.
3. Construire le modèle de capteur de produit
Selon les données dimensionnelles ci-dessus et les exigences techniques liées au produit, mesurez la hauteur totale du capteur et la taille du cercle effectif, dessinez le modèle de conception du capteur, modifiez-le en fonction de la situation réelle et enfin déterminez la forme de la bobine de trempe par induction.
4. Déterminer le matériau et la taille de la bobine de durcissement par induction
Les bobine de durcissement par induction est composé d'une bobine efficace, d'une plaque conductrice, d'une plaque de contact et d'accessoires, et est composé de divers matériaux.
(1) Plaque de contact conductrice, anneau efficace et plaque conductrice. Fabriqué en cuivre pur T2 et brasé avec des électrodes en laiton.
(2) Les tuyaux d'entrée et de sortie d'eau sont des tuyaux ronds en cuivre d'un diamètre extérieur de 12 mm et d'une épaisseur de paroi de 2 mm ; tubes de cuivre carrés de 14mm×14mm×2mm.
(3) Cercle effectif. Le tuyau en cuivre carré de la bride extérieure mesure 8 mm × 10 mm × 1.5 mm; le tuyau en cuivre carré de la bride intérieure mesure 12 mm × 15 mm × 2 mm.
1. Modèle de conception de bobine de durcissement par induction
Les bobine de durcissement par induction conception est illustrée à la figure 5.
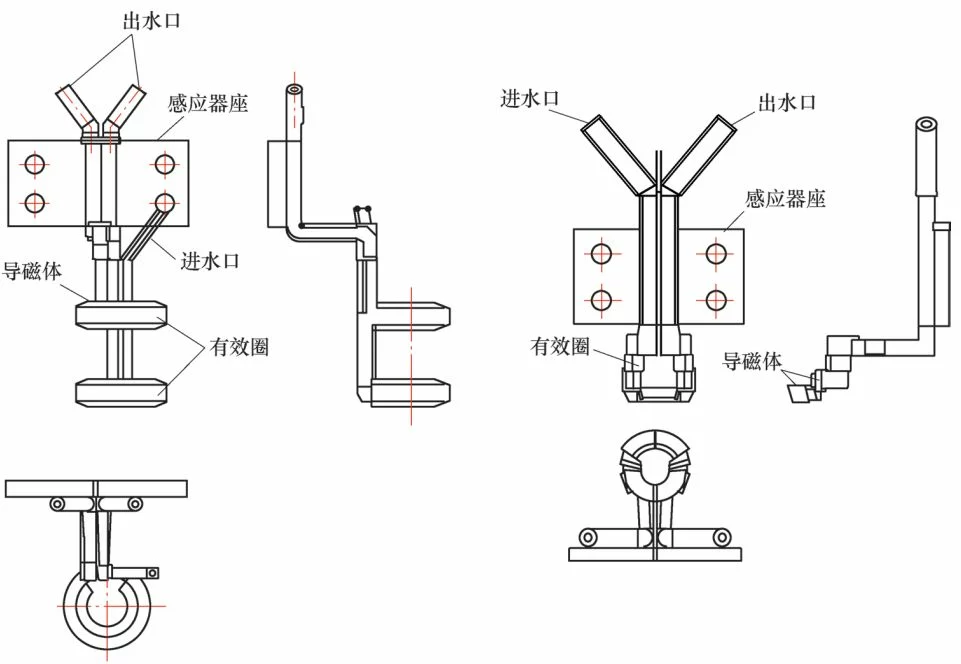
Figure 5 Modèle de conception de la bobine de durcissement par induction
(1) Selon la structure du produit, concevez, mesurez et dessinez le motif du capteur et marquez le nom de chaque composant.
(2) Plaque de contact. Comme le montre la figure 6.
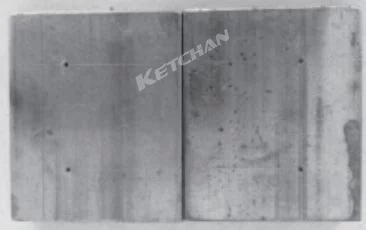
Figure 6 Plaque de connexion
La plaque de contact doit garantir qu'elle peut être connectée de manière fiable, étanche et solide avec le transformateur d'extinction. L'épaisseur de la plaque de contact doit être > 1.57d (d est la profondeur de pénétration actuelle), mais <12 mm, et l'épaisseur de la plaque ici doit être de 10 mm.
La largeur de la planche varie en fonction de la puissance du capteur. Généralement, il est sélectionné dans la plage de 60 à 190 mm et la limite supérieure est sélectionnée lorsque la puissance est élevée. Ici, la largeur de la planche est sélectionnée à 60 mm et la longueur de la planche est sélectionnée à 70 mm.
Le diamètre de poinçonnage du boulon de pressage sur la plaque de contact est de 15 mm, et il y a 4 trous de boulon au total, et les boulons peuvent utiliser M12. Il est à noter que les positions des quatre trous de fixation doivent être bien mesurées, sinon, la connexion avec le transformateur ne sera pas en place.
De plus, la puissance de l'inducteur est répartie sur la longueur du conducteur, de sorte que la plaque conductrice doit être large plutôt qu'étroite.
(3) La conception efficace du cercle du capteur. Afin d'assurer la qualité de la production de capteurs, certains moules nécessaires doivent être préparés.
La réalisation de l'anneau effectif nécessite d'enrouler le moule du mandrin (voir figure 7), et le tube de cuivre est enroulé sur le mandrin après recuit. Le diamètre du mandrin doit être un peu plus petit que celui de l'inducteur après avoir enroulé le produit fini.

Figure 7 Moule du mandrin d'enroulement
Prenons l'exemple de la bride extérieure : la largeur du tube de cuivre dans le cercle effectif de la bobine d'induction est de 10 mm, le diamètre de l'épaulement du produit est de 47.5 mm et le diamètre du mandrin peut être de 35 mm. Le produit à bride intérieure choisit également l'enroulement du mandrin, dans lequel la bobine d'induction au coin R du produit d'enroulement peut être sélectionnée, le diamètre du mandrin peut être de 63 mm et cette section de la bobine d'induction doit être transformée en une pente avec un certain angle afin d'améliorer l'efficacité de la trempe au coin R. . Les anneaux efficaces des autres pièces sont enroulés en fonction de la taille du dessin.
(4) Les paramètres sont déterminés. L'inducteur est divisé en trempe du cercle extérieur et trempe du trou intérieur. La différence de hauteur entre le cercle effectif et la pièce et l'écart entre le cercle effectif et la pièce doivent être déterminés en fonction de la fréquence de l'équipement de trempe sur site, comme indiqué dans les tableaux 1 à 4.
Tableau 1 Différence de hauteur entre l'anneau effectif et la pièce lorsque le trou intérieur est chauffé
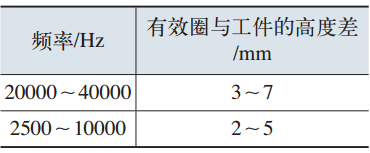
Tableau 2 L'écart entre l'anneau effectif et la pièce lorsque le trou intérieur est chauffé
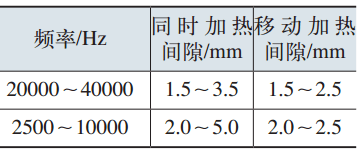
Tableau 3 Différence de hauteur entre l'anneau effectif et la pièce lorsque le cercle extérieur est chauffé en même temps
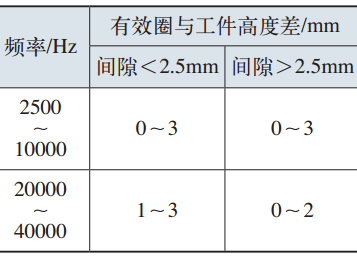
Tableau 4 L'écart entre l'anneau effectif et la pièce lorsque le cercle extérieur est chauffé
Débogage et acceptation du produit
1. Installation
(1) Sélectionnez un machine-outil de trempe pour installer des capteurs et des dispositifs auxiliaires, comme illustré à la Figure 16.
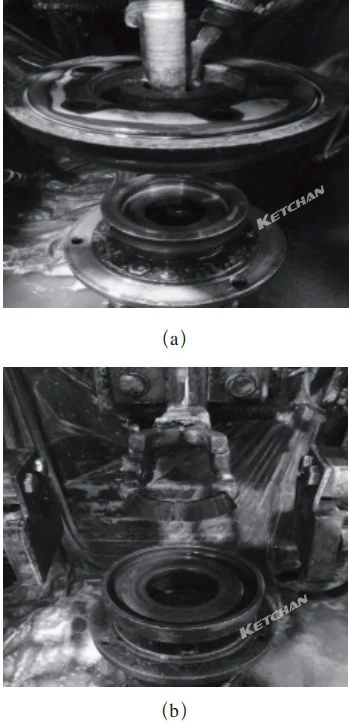
Figure 16 Installation de la bobine d'induction et du dispositif auxiliaire
Précautions d'installation:
- Assurez-vous de faire attention à la proximité de la connexion entre la bobine d'induction et le transformateur lors de l'installation de l'outillage, et les boulons doivent être verrouillés.
- Faites attention à la verticalité du cercle effectif et du produit lors de l'installation du capteur, le capteur ne peut pas être incliné, sinon cela affectera la qualité de trempe du produit.
- La bride extérieure doit être installée avec un manchon de pression de produit en tant que dispositif d'absorption de chaleur, qui est plus stable que certaines méthodes de pulvérisation externes auxiliaires.
- Vérifiez le faux-rond circulaire de la pièce lorsqu'elle est tournée sur la fixation. Faux-rond circulaire de l'outillage général ≤ 0.3 mm.
(2) L'adaptation de puissance de équipement de durcissement par induction est de 250kW/8~30kHz.
(3) Ajustez l'équipement de durcissement, déterminez le processus de durcissement approprié et répondez aux exigences techniques de durcissement du produit.
Produits de bride extérieure : rapport d'entrée de puissance 98 %, temps de chauffage 7.4 s, temps de refroidissement 14 s, concentration de liquide de trempe 1.5 % ~ 2.5 %.
Produits à bride intérieure : rapport d'entrée de puissance 98 %, temps de chauffage 7.7 s, temps de refroidissement 20 s, concentration de liquide de trempe 1.5 % ~ 2.5 %.
Un liquide de trempe soluble dans l'eau de Shanghai Houghton a été utilisé et sa concentration a été détectée par un réfractomètre.
2. Réglage du dispositif de refroidissement
(1) Garantir la pression de refroidissement, ici la pression de refroidissement du liquide de trempe est de 0.25 à 0.4 MPa et la pression de refroidissement du capteur est de 0.5 à 0.8 MPa.
(2) La position du dispositif de refroidissement est ajustée de sorte que l'eau de refroidissement ne puisse pas être bloquée ou bloquée.
(3) L'eau de refroidissement a deux parties, l'une est le liquide de trempe et l'autre est l'eau de refroidissement du système, et les échangeurs de chaleur sont généralement utilisés pour le refroidissement de la température.
La température du liquide de trempe n'est généralement pas supérieure à 35°C. Si la température est trop élevée, cela entraînera un refroidissement insuffisant, entraînant des problèmes de qualité du produit. La température de l'eau de refroidissement dans le système est l'eau douce pour le refroidissement des appareils électriques. Cette température est généralement contrôlée à 30°C et ne doit pas être inférieure à la température ambiante. Sinon, des gouttelettes d'eau se condenseront à la surface des appareils électriques refroidis et endommageront facilement les appareils électriques.
3. Méthode d'inspection du produit
L'inspection des produits de traitement thermique nécessite des machines de coupe de fil et de pré-meulage d'échantillons métallographiques.
4. Processus de trempe du produit
Le revenu des pièces trempées par induction comprend l'auto-revenu, trempe par induction, et revenu au four. Les produits y sont trempés au four.
La température de revenu est déterminée en fonction des exigences techniques de la pièce. Généralement, lorsque l'exigence de dureté est supérieure à 52HRC, la température de revenu est de 180-200°C et le temps de revenu est de 1.5h ; lorsque l'exigence de dureté est supérieure à 56HRC, la température de revenu peut être de 160°C et le temps de revenu est de 1.5h.
Le processus de revenu de ce produit est finalement déterminé comme une température de revenu de 165°C et un temps de revenu de 2.5 heures.
5. Inspection
La Figure 17 et la Figure 18 sont des exemples de produits qui ont été débogués avec succès.

Figure 17 Échantillon de trempe de la bride extérieure

Figure 18 Échantillon de trempe de la bride intérieure
Le tableau 5 et le tableau 6 sont les données d'inspection du premier produit de débogage
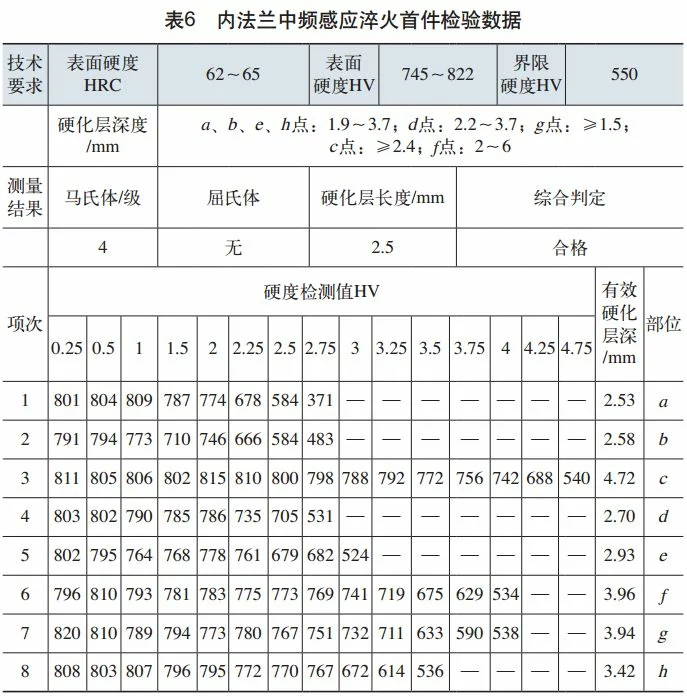
Testé par le testeur de dureté Vickers, la dureté de la surface du produit et la profondeur effective de la couche durcie répondent toutes aux exigences techniques. Le traitement thermique de ce produit a été réalisé avec succès, de la conception du capteur d'outillage au débogage du produit.
Épilogue
La structure, la forme et la taille des bobines d'induction sont les principaux problèmes de la technologie de trempe par induction, qui ont un impact direct sur la induction durcissante la qualité, l'efficacité de la production et la consommation d'énergie des pièces. Par conséquent, un approprié bobine de chauffage par induction est un moyen important de faire en sorte que la trempe par induction obtienne une haute qualité, un rendement élevé et des économies d'énergie.