KETCHANGamme de fréquences de la machine de chauffage par induction :
La trempe par induction est un type de trempe superficielle dans lequel une pièce métallique est chauffée par un champ magnétique alternatif puis trempée (refroidie rapidement). Le métal trempé subit une transformation martensitique, augmentant la dureté et la fragilité de la pièce. La trempe par induction est utilisée pour durcir sélectivement des zones d'une pièce ou d'un assemblage sans affecter les propriétés de la pièce dans son ensemble. La trempe par induction est un processus courant pour améliorer la résistance à l'usure, la dureté de surface et la durée de vie à la fatigue des composants en acier tels que les arbres, les engrenages, les ressorts et les pièces embouties.
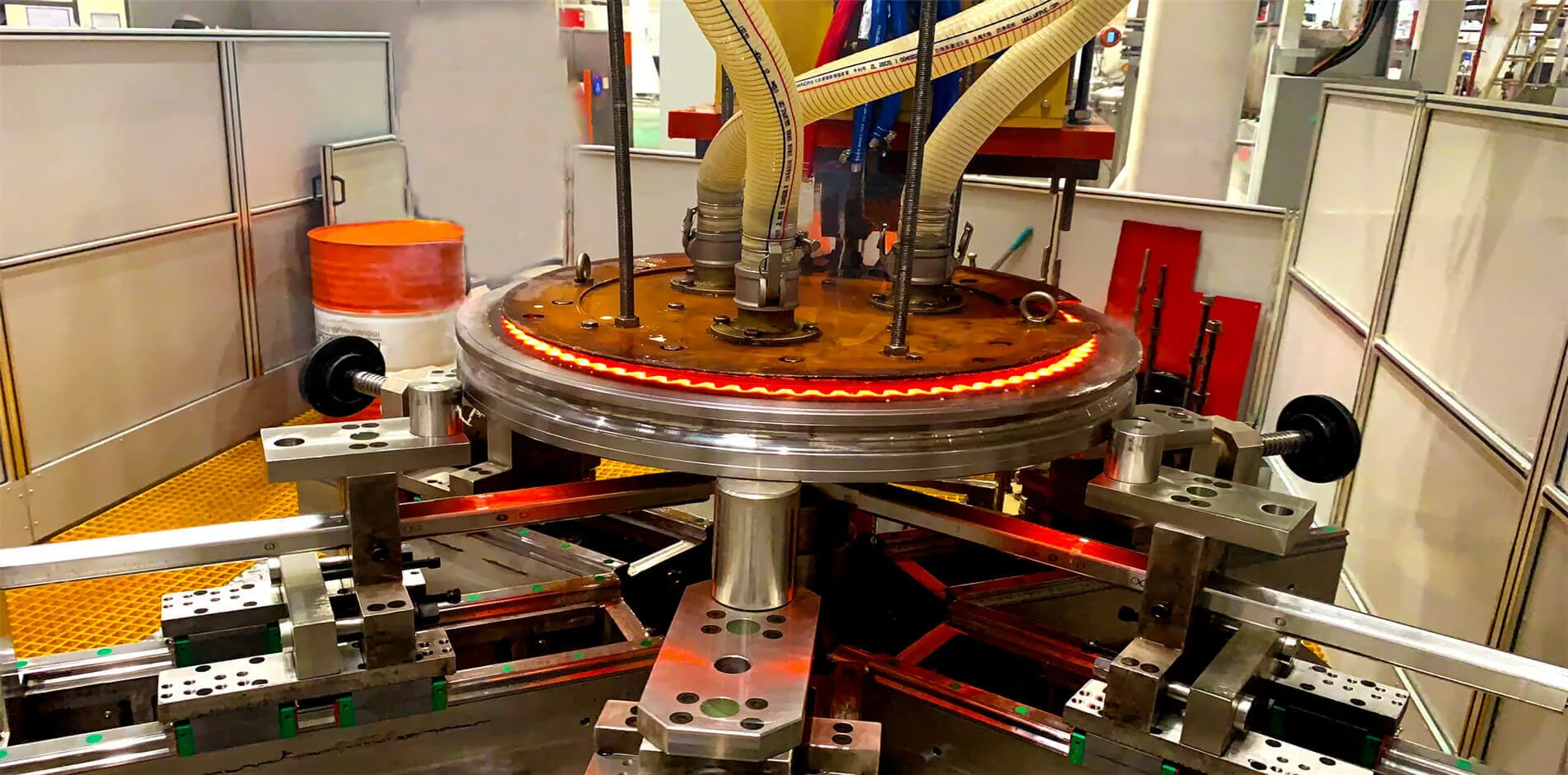
Comment sélectionner la fréquence de trempe par induction ?
La fréquence de chauffage d'une machine de trempe par induction dépend de plusieurs facteurs, tels que la taille et la forme de la pièce, la profondeur et le modèle de chauffage requis, le taux de production, ainsi que le coût et la taille de l'équipement. Généralement, les fréquences plus élevées produisent des profondeurs de chauffage moins profondes et des modèles de chaleur uniformes, mais elles nécessitent également plus de puissance et peuvent provoquer plus de forces électrodynamiques et de bruit acoustique. Les basses fréquences produisent des profondeurs de chauffage plus profondes et des modèles de chaleur moins uniformes, mais elles nécessitent également moins de puissance et peuvent provoquer moins de forces électrodynamiques et de bruit acoustique.
Pour induction durcissante, les fréquences sont divisées en deux groupes : moyenne fréquence (MF) et radiofréquence (RF). La gamme MF est généralement de 3 à 50 kHz et RF de 100 à 400 kHz. MF convient au chauffage de pièces de grande et moyenne taille avec des profondeurs de boîtier profondes, tandis que RF convient au chauffage de pièces petites et minces avec des profondeurs de boîtier peu profondes. Quelques exemples de applications de durcissement par induction et leurs fréquences typiques sont :
- Durcissement des contours des engrenages : 3-10 kHz
- Durcissement superficiel des arbres : 10-30 kHz
- Durcissement superficiel de petites pièces : 100-400 kHz
- Brasage par induction de pièces métalliques : 100-400 kHz
- Fusion par induction de petites quantités de métal : 100-400 kHz13
Pour sélectionner la meilleure combinaison de fréquence, de puissance et de temps pour optimiser le processus de durcissement par induction, une analyse détaillée doit être effectuée à l'aide d'une simulation informatique ou de tests expérimentaux.
Vous pouvez envoyer votre pièce à KETCHAN's lab pour le test de durcissement, ou consultez KETCHAN's expert en traitement thermique gratuitement.
Mots clés:processus de durcissement, induction durcissante, équipement de durcissement par induction, conseils de trempe par induction, fréquence de chauffage par trempe par induction, Machine de durcissement par induction, Processus de trempe par induction, solutions de durcissement par induction, trempe par induction revenu, Radiateur à induction, machine de chauffage par induction, KETCHAN, processus de durcissement superficiel