La fonction principale du pivot à rotule est de réaliser le mouvement de haut en bas de la roue et le mouvement de direction. Le pivot à rotule est une pièce de sécurité importante pour compléter les fonctions de conduite et de direction de la voiture. Les conditions d'utilisation des pièces du pivot à rotule déterminent que le pivot à rotule doit avoir une résistance et une durabilité suffisantes pour résister à la force et aux vibrations de la roue, ce qui signifie que le contrôle du traitement thermique de la pièce est un facteur clé pour assurer la résistance et la durabilité. , Ici, l'expérience d'amélioration à long terme du traitement thermique par induction pour les goujons à rotule est présentée à vos pairs pour référence.

1. Le processus de fabrication principal du goujon à rotule
Le goujon à rotule utilisé dans le camion est en acier de norme nationale 45. Selon l'utilisation et les exigences techniques du pivot à rotule, la surface du pivot à rotule doit avoir une résistance à l'usure et une durabilité élevées. Le processus principal : coupe → Saponification → Frappe à froid → Trempe et revenu → Perçage → Tournage grossier → Rectification grossière → Tournage fin → Rectification fine → Roulage de filets → Chauffage par induction et trempe, revenu → Contrôle non destructif → Emballage → entreposage.
2. Exigences techniques relatives au traitement thermique par induction des goujons à billes
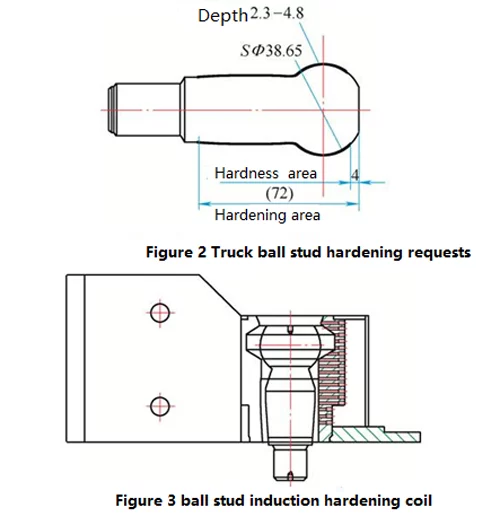
Selon les exigences techniques du pivot à rotule (voir Figure 2), un chauffage par induction à moyenne fréquence est utilisé pour la trempe et le revenu. La machine de chauffage à fréquence intermédiaire d'une puissance de 200kW et d'une fréquence de 8000Hz ; le milieu de refroidissement de trempe est de l'eau claire, la température de l'eau est de 20 ~ 40 ℃ et la pression de l'eau de trempe est de 0.2 ~ 0.8 MPa; la trempe adopte un four de trempe de type puits et la température de trempe de 180°C. La structure de l'inducteur de chauffage utilisé est illustrée à la figure 3.
3. Problèmes existants
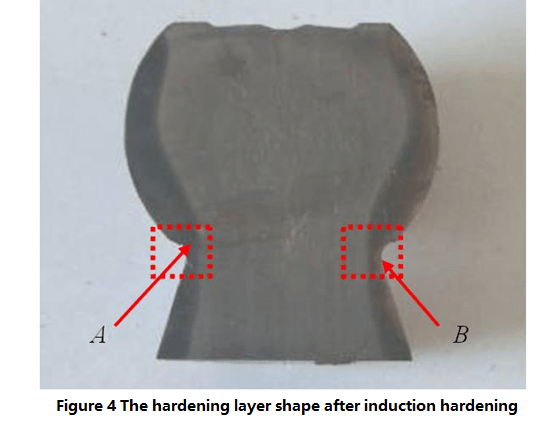
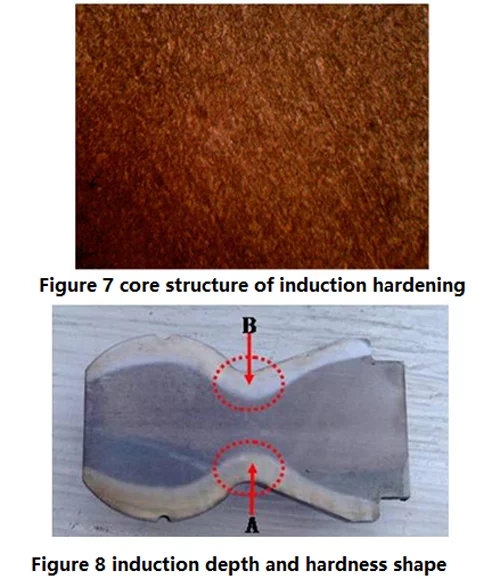
Le goujon à rotule traité par le processus de traitement thermique par induction à fréquence intermédiaire mentionné ci-dessus est confirmé par inspection : la dureté, la structure de la martensite, la profondeur de la couche durcie, la zone durcie et la forme sont toutes qualifiées et répondent aux exigences techniques, mais sous la forme du couche durcie représentée sur la figure 4, A et B sont évidemment plus profondes que les autres parties, et la profondeur de la couche durcie est très inégale, ce qui apporte de grandes difficultés au contrôle de la stabilité du traitement thermique. Par conséquent, nous avons décidé d'améliorer ce phénomène indésirable.
4. Améliorations
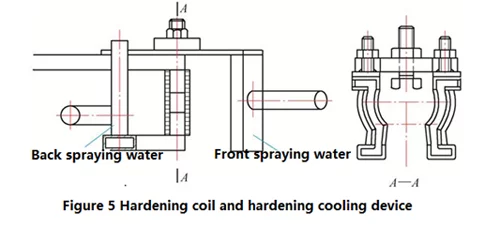
L'inducteur nouvellement conçu et le dispositif de pulvérisation d'eau de refroidissement de trempe adoptent une structure divisée (voir la figure 5). Le côté gauche est le capteur et le dispositif de pulvérisation d'eau de refroidissement de trempe assemblés dans l'ensemble, et la vue en coupe droite AA est l'inducteur et le dispositif de positionnement sur la pièce. , La forme de l'inducteur assure l'uniformité de l'écart entre le côté intérieur de l'anneau effectif de l'inducteur et la pièce. La pièce est placée dans le mécanisme de serrage inférieur, déplacée dans l'inducteur, ajustée en position médiane, fixée avec le dispositif de positionnement supérieur, puis abaissée. Le mécanisme de serrage de l'appareil entraîne la rotation de la goupille sphérique et le capteur est alimenté pour chauffer les pièces. Une fois le chauffage terminé, les boîtes de pulvérisation d'eau de trempe avant et arrière sont pulvérisées pour le refroidissement et la trempe. Le processus ci-dessus est répété pour le goujon à rotule non trempé, et le goujon à rotule trempé est placé dans le four de revenu pour le revenu.
5. Améliorer les effets
Appliquer les mesures d'amélioration ci-dessus au traitement thermique de réinduction du pivot à rotule. Après inspection, la dureté trempée est de 60HRC ; 2e année ; la profondeur de la couche durcie est de 3.2 ~ 4.0 mm, comme le montre la figure 8, la forme et la profondeur de la couche durcie améliorée du goujon à rotule sont relativement uniformes, en particulier la profondeur de la couche durcie en A et B sur la figure 8. La forme a été considérablement amélioré, mais dans le processus de production, l'opérateur a signalé que l'efficacité de serrage et de déchargement était faible, ce qui entraînait un rendement inférieur à celui d'avant l'amélioration.
6. Améliorer à nouveau
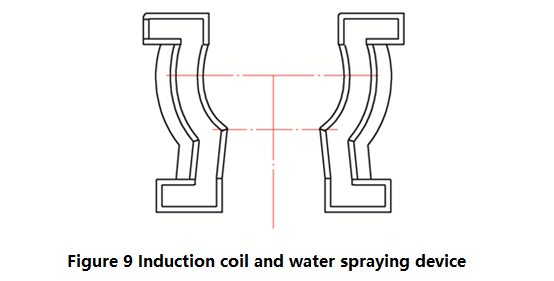
Compte tenu de la faible efficacité du serrage et du déchargement, nous analysons principalement que le dispositif de positionnement et de serrage nouvellement conçu n'est pas assez raisonnable, ce qui entraîne davantage d'opérations manuelles et prend beaucoup de temps. Par conséquent, nous avons décidé d'introduire une machine-outil verticale pour remplacer le positionnement et le serrage d'origine. Cela réduit le temps nécessaire à l'écrou de fixation d'origine et le temps nécessaire au déplacement de la pièce dans l'inducteur lorsque la pièce est placée dans le mécanisme de serrage inférieur. Pour cette raison, l'inducteur divisé correspondant représenté sur la figure 5 et le dispositif de pulvérisation d'eau de refroidissement de trempe AA La vue passe à l'état représenté sur la figure. 9.
Une fois le mécanisme de serrage et de positionnement amélioré mis en production, l'efficacité du serrage et du déchargement revient à l'état de production normal, qui répond
les impératifs de fabrication.
7. Conclusions
Grâce à l'amélioration systématique du traitement thermique par induction des goujons à rotule de formes complexes, nous comprenons mieux que dans le processus de conception du processus de traitement thermique, seul le processus cyclique de conception continue, de vérification pratique, de confirmation d'amélioration et de réexamen et l'amélioration peut rendre l'ensemble du processus de traitement thermique. Le système est continuellement amélioré pour mieux répondre aux exigences de performances techniques requises par la conception de la pièce.
Mots clés:Machine de trempe de surface pour chevilles à billes, tige à tête sphérique trempe par induction, Machine de trempe à billes, Machine de traitement thermique par induction à billes, douille sphérique trempe par induction, Machine de trempe à induction à douille à billes, trempe par induction de goujons sphériques, Solutions de trempe par induction pour goujons sphériques, induction durcissante, outil de trempe par induction, tige sphérique de trempe par induction
Relier les produits
-
 Système de durcissement CNC
Système de durcissement CNCMachine-outil de trempe CNC
-
Système de durcissement CNC
Machine de trempe par induction CNC
-
Système de traitement thermique par induction
Machine de trempe par induction pour goujons à billes


