À l'heure actuelle, il existe de nombreux types de pièces trempées rainurées, telles que les rainures d'ouverture d'arbre à cames, les boîtiers de différentiel, etc. Cependant, la qualité de la trempe des pièces rainurées n'est pas garantie et la trempe est également très difficile. Dans cet article, l'inducteur d'extinction de type rainure est amélioré sous une forme et deux, et ajusté dans le processus de débogage, de sorte que l'effet d'extinction soit idéal et réponde aux exigences de diverses parties de rainure.
1. Discussion sur les inducteurs de trempe pour les pièces rainurées
(1) Statut des inducteurs de trempe rainurés
Le côté intérieur de la fente de la pièce est chauffé, en particulier lorsque la largeur du côté intérieur est petite, il est difficile de concevoir l'inducteur. L'inducteur de la figure 1 utilise le principe de l'effet de proximité pour chauffer la surface interne, avec un rendement élevé. La partie active de l'inducteur est les deux tubes conducteurs au milieu. Étant donné que les directions de courant des deux tubes sont dans la même direction à tout moment, le courant sur le tube conducteur est comprimé vers l'extérieur. Bien qu'aucun aimant ne soit ajouté aux deux tubes conducteurs, ils ont une efficacité de chauffage assez élevée.
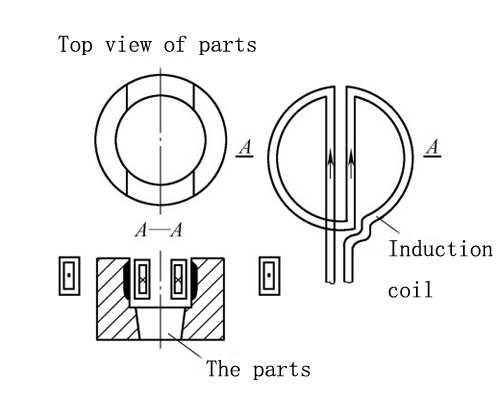
Figure 1 Industrie de chauffage à deux fils à l'intérieur de la fente
(2) Conception de l'inducteur de trempe avec la petite fente d'ouverture
La largeur de la fente étant de 9 mm, deux tubes conducteurs sont utilisés pour fabriquer l'inducteur, les tubes en cuivre utilisés sont très petits, la fabrication est difficile et la durée de vie de l'inducteur est très courte. Par conséquent, il est amélioré et un seul tube de cuivre est utilisé pour le chauffage, et l'effet de proximité du chauffage par induction est utilisé pour le chauffage (voir la figure 2).
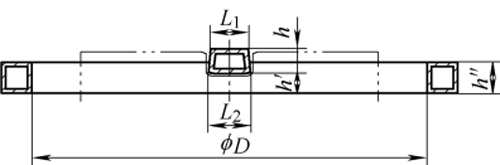
Figure 2 La structure améliorée de l'industrie
2. Application de l'inducteur de trempe de rainure
Ensuite, des tests de trempe ont été effectués avec les rainures d'arbre à cames et les rainures d'ouverture du carter de différentiel respectivement.
(1) Test de processus de trempe de la rainure ouverte de l'arbre à cames
Notre société s'est vu confier par un fabricant d'arbres à cames la trempe de la rainure ouverte de l'arbre à cames. La largeur de la rainure ouverte est de 9.3 mm, la profondeur est de 9 mm et la déformation de la largeur de la rainure est inférieure ou égale à 0.1 mm (voir Figure 3).
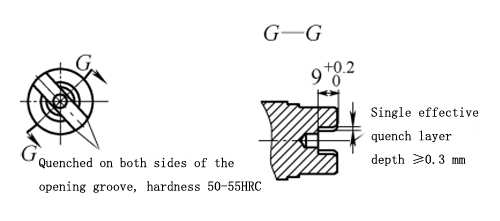
FIGUE. 3 Exigences techniques pour les ouvertures d'arbre à cames
La partie chauffante de l'inducteur est d'abord chauffée par un tube de cuivre à section rectangulaire (voir la figure 4), ajustez l'écart entre la surface chauffante et la surface inférieure de la fente d'ouverture et utilisez une fréquence de 50 kW, 30 kHz pour la trempe, la trempe La zone n'est que d'environ 4 mm, ce qui est loin de répondre aux exigences techniques. La structure de l'inducteur doit être améliorée.

Fig. 4 Bloc d'échantillons de trempe de tube de cuivre avec une surface de chauffage efficace de section rectangulaire (30 kHz)
La partie chauffante de l'inducteur utilise un tube de cuivre à section trapézoïdale (voir Figure 5), ajuste l'écart entre la surface chauffante et la surface inférieure de la fente d'ouverture, et utilise une fréquence de 30 kHz, 50 kW pour la trempe, la zone de trempe n'est que de 8 mm, ne répond toujours pas à l'exigence de 9 mm, mais il est très proche des exigences techniques, il est nécessaire d'ajuster les paramètres de processus à ce moment.

Figure 5 Bloc d'échantillon de trempe de tube de cuivre avec une surface de chauffage efficace de section trapézoïdale (30 kHz
Essayez d'utiliser un tube de cuivre à section trapézoïdale pour la partie chauffante de l'inducteur, ajustez l'écart entre la surface chauffante et la surface inférieure de la rainure ouverte et utilisez une fréquence de 5.8 kHz, un chauffage de courte durée de 90 kW pour la trempe, la profondeur et la dureté de la couche durcie des deux côtés de toute la rainure ouverte répond aux exigences techniques, l'ouverture Il y a également une couche durcie sur la surface inférieure de la rainure et à angle droit (voir Figure 6), et la déformation est également faible ( voir le tableau ci-joint), et le client est très satisfait.

Figure 6. Échantillon de trempe de tube de cuivre à surface chauffante efficace à section trapézoïdale (5.8 kHz)
(2) Test de processus de la fente d'ouverture du boîtier de différentiel
Notre société a été mandatée par un constructeur automobile pour tremper la gorge de raccordement du carter de différentiel (voir Figure 7). La largeur de la rainure est de 18.5 mm et la profondeur est de 9 mm. Les 8 rainures sont uniformément réparties sur les anneaux Φ120 et Φ75. L'exigence technique est le forgeage. Après le traitement de trempe et de revenu 90~230HBW, la partie en pointillé est trempée par induction, la dureté de surface est de 53~59HRC, Ds=2~3mm.
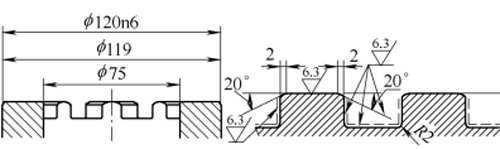
Figure 7 Exigences techniques pour la fente d'ouverture du carter de différentiel
Etant donné que l'effet d'extinction de l'inducteur à section trapézoïdale est idéal à l'avant, cette structure d'inducteur est également utilisée dans les tests ultérieurs. Utilisez 5.8 kHz, 98 kW pour le chauffage et la trempe, l'écart entre l'inducteur et la surface inférieure du réservoir est de 0.5 ~ 1 mm et le chauffage pendant 5.2 s (remarque : ajoutez un système de refroidissement auxiliaire pour empêcher la trempe près de la zone de trempe de le réservoir ouvert). Vérifiez qu'il n'y a pas de couche durcie au niveau du congé R2mm (voir Figure 8). La position du capteur et les paramètres de processus doivent être corrigés.

Figure 8 Le premier échantillon trempé du boîtier différentiel
Selon le test ci-dessus, les corrections suivantes sont apportées : augmentez l'écart du bord inférieur à 1 ~ 1.5 mm, utilisez 5.8 kHz, 98 kW pour le chauffage et la trempe, et prolongez le temps de chauffage à 6.5 s pour le chauffage et la trempe (remarque : ajoutez un système de refroidissement auxiliaire pour éviter que la zone de trempe ne soit adjacente à la fente ouverte trempée). Résultats des tests : la dureté de surface des deux côtés de la rainure est de 55-56HRC, Ds=2 mm ; la dureté de surface à R2mm est de 55HRC, Ds=1.5mm ; la dureté superficielle de la surface du fond de la rainure est de 56HRC, Ds=3mm (voir Figure 9). Les résultats des tests répondent aux exigences techniques.

Figure 9 Le deuxième échantillon de trempe du boîtier différentiel
3. Conclusion
Les points clés des pièces de gorge de trempe sont les suivants : la structure de l'inducteur et la structure de surface de chauffage efficace, l'écart entre l'inducteur et la partie de trempe, et l'adaptation des paramètres du processus de trempe (fréquence, puissance, temps de chauffage, etc. .), et le système de refroidissement anti-revenu près de la zone de trempe.
De plus, l'écart a un effet très évident sur la profondeur de la couche durcie de telles pièces, et il est difficile de s'assurer que l'écart entre les deux côtés du capteur et le côté de la rainure d'ouverture est exactement le même, ce qui rend la profondeur et la forme de la couche durcie des deux côtés asymétriques, de sorte que la précision du dispositif de positionnement semble être très élevée. important.
Mots clés:cémentation, à Vendre, composants automobiles durcis par induction, pièces automobiles trempées par induction, cames de trempe par induction, Joints homocinétiques à trempe par induction, trempe par induction CVJ, cas différentiels de trempe par induction, rainures de trempe par induction, durcissement par induction LJ extérieur, Machine de durcissement par induction, machine-outil de trempe par induction, Processus de trempe par induction, service de trempe par induction, solutions de durcissement par induction, aciers trempés par induction, Radiateur à induction, chauffage par induction, machine de chauffage par induction, machine de trempe par induction, KETCHAN, KETCHAN Electronic, Fabricants, prix, Fournisseurs, revenu après trempe par induction, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic





